Description
Product Specifications
| Motor | 1HP Helical Gear AC Motor in Aluminium Housing |
| Power Supply | Three phase, 380V/415V, 50/60Hz |
| Mixing Impeller | 4 x Collapsible ribbon impeller
(available in single / double / triple stages) |
| Speed | 200rpm (with ON/OFF DOL Starter) |
| Torque | 34Nm |
| Material | SS316L / SS304 wetted parts |
| Mixing Capacity | 180-220 Litres as per standard drum container |
| Safety Feature | Limit switch system (only for SS316L version) |
| Machine Base |
|
| Included |
|
| Optional |
|
WHY MULTIMIX DRUM MIXER?
In various industries, the chemical solutions are commonly stored in the form of drum container for ease of transport. Depending on the scale of production, these drums are often bought in bulk and thus they are kept for a long period of time, up to months until it is distributed to customers or used in production. Thus, some sediments will start to form and drop to the bottom of the drum and the solvents will start to separate.
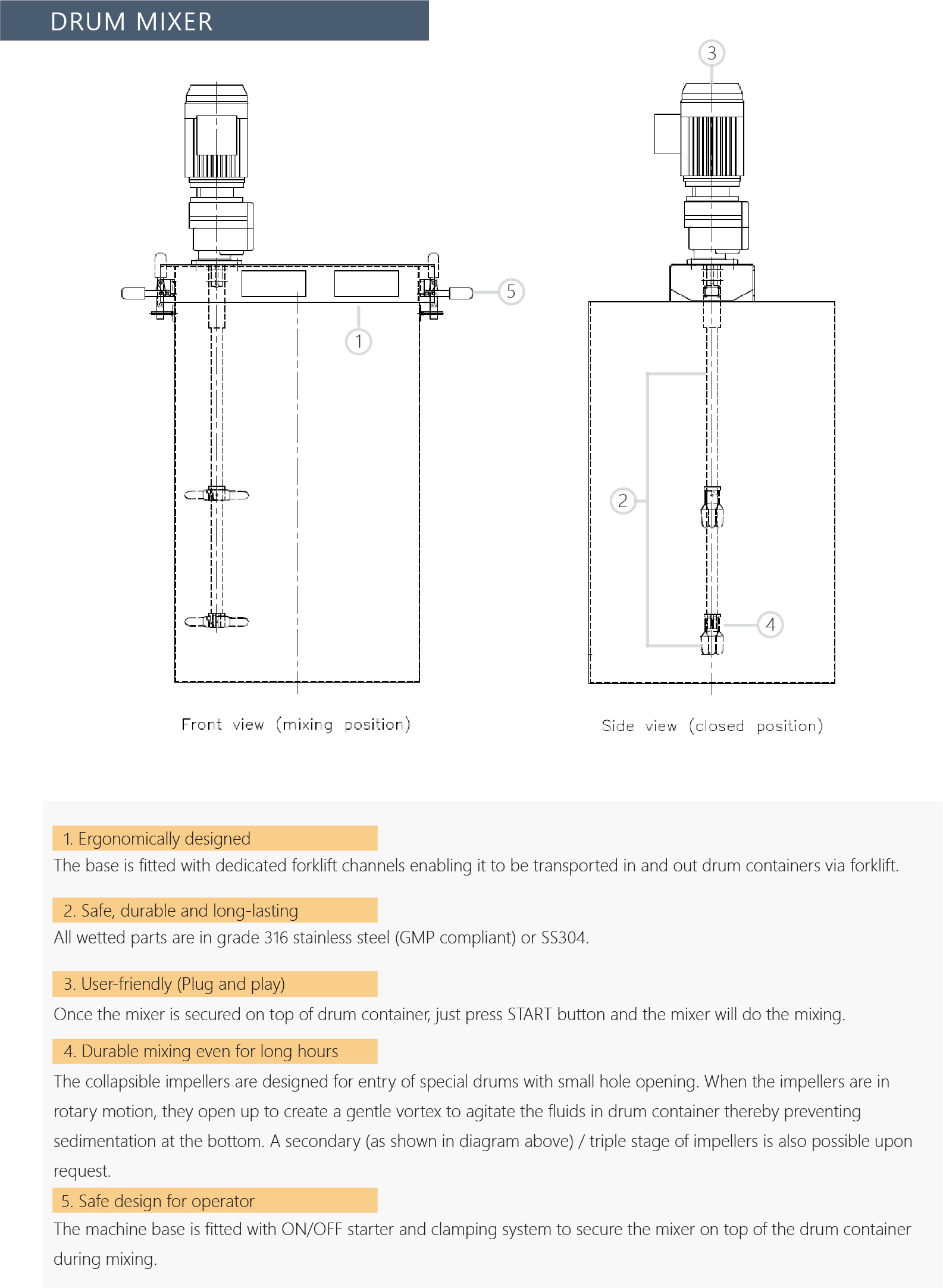
HOW DRUM MIXER WORKS?
Multimix® drum mixer or drum agitator has four collapsible ribbon impellers and when in rotary motion, lifts up and creates a gentle vortex to agitate the fluids in drum and thus prevent sedimentation at the bottom. It is also specially designed to enter drum container with small openings. Depending on the level of mixing, the impellers are also available in double or triple stage for flexibility during mixing of various volumes.
DRUM MIXER APPLICATIONS
It is designed solely for use with 200L standard drum containers.